Advanced Mobile Filtration Services (AMFS) provides on-site filtration services with our versatile, efficient, and innovative equipment anywhere in the world. With our ability to filter hundreds of thousands of gallons per day, big jobs can be tackled in shorter times without hauling vast amounts of contaminated fluid via tanker trucks to disposal sites. We generate clean water for re-use or disposal to ground, streams, lakes, rivers, aquifers or sanitary sewer systems with a reduced carbon footprint.
Technology
Our Capabilities

Proven Results
AMFS consistently provides best-in-class water filtration results to
anywhere in the world using our state-of-the-art equipment.
System Operation
Our technology uses information such as feed flow characteristics, contamination type and automatically selects the appropriate feed pump horsepower to control necessary pressure based on the choice of permanent membrane. The system can operate at temperature ranges of 20-175º F, pressures up to 600 psig, and flow rates up to 300 gpm.
A resulting two-phase separation of permeate (free water removed) and concentrate (contaminants) are transferred using the same pressure initiated from feed pumps to the desired discharge point. Feed, permeate and concentrate are all measured for flow rates, conductivity and pH through in-line flow meters and real time sensors.

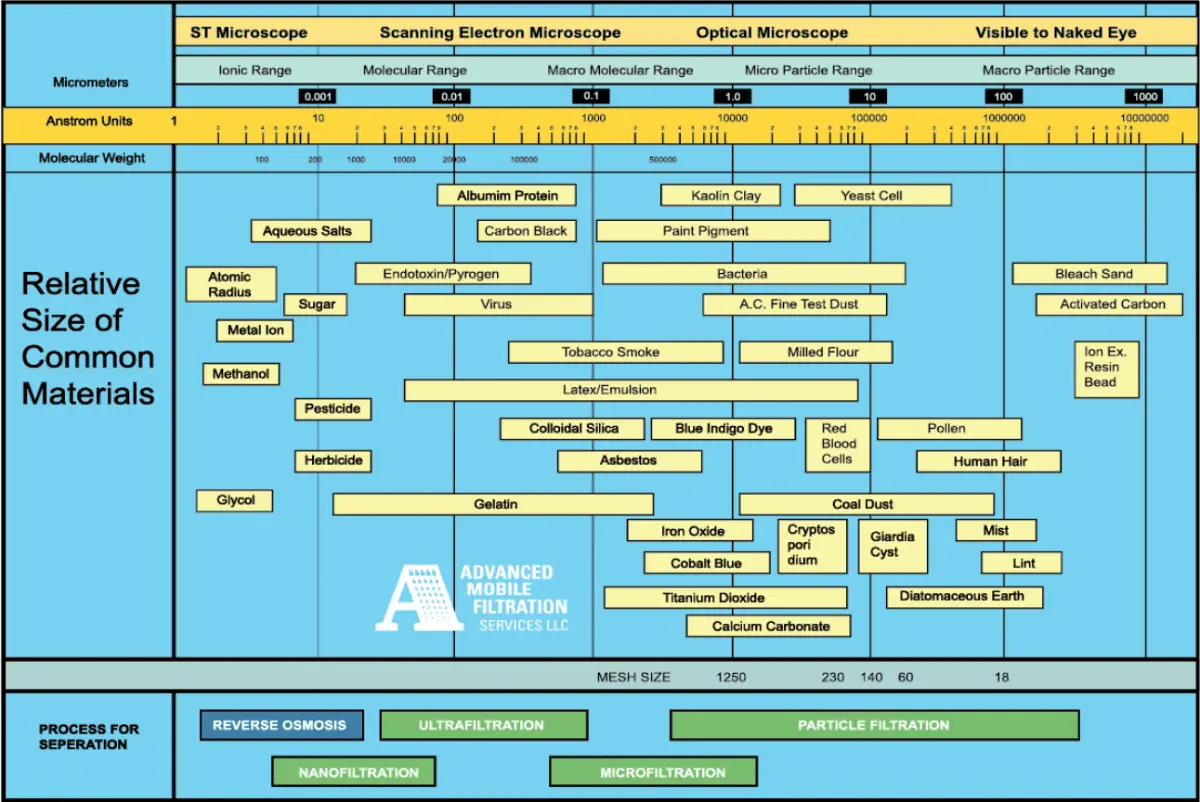
Filtration Down to RO